
Für Strangpressprofile gilt, ähnlich zum Maschinenbau, dass die Qualität des hergestellten Produktes entscheidend vom verwendeten Werkzeug abhängt.
Die Steuerung des Materialflusses, der Aufbau des Werkzeugsatzes, eine exakte, reproduzierbare Herstellungsmethode und eine kalkulierbare Werkzeugstandzeit sind von wesentlicher Bedeutung.
Da während des Pressens die Temperatur von Aluminium und Werkzeug zwischen 420°C und 550°C liegt, muss zudem ein Schwinden (ca. 1,2 %) berücksichtigt werden.
Werkzeugsatz in der Strangpresse
Der erforderliche Werkzeugsatz wird in einer Werkzeugaufnahme (Kassette) für den Pressprozess eingespannt. Während des Pressens wird der Rezipient beim direkten Strangpressen gegen den Werkzeugsatz gefahren. Damit ist der Werkzeugsatz während des Pressens in die Pressrichtung verspannt. Aus Sicht der Profilgeometrie wird im Werkzeugbau zwischen Flachmatrize und Kammerwerkzeugen (Hohlkammerwerkzeugen) unterschieden.
Flachmatrizen
Zur Herstellung von offenen und Vollprofilen werden Flachmatrizen verwendet. Bei Vollprofilen besteht das Werkzeug aus einer flachen Scheibe mit einer drahterodierten Öffnung, welche die gesamte Kontur des Profils formt. Um die Kapazität der teuren Strangpresse effizient zu nutzen, wird bei Flach- und Vollprofilen mit bis zu 8 gleichen Durchbrüchen gearbeitet. Diese zusätzliche Herausforderung ist vor allem vom Materialfluss für den Werkzeugbau schwierig. Zu beachten ist bei asymmetrischen Profilen zudem das Auslaufen. Dies kann bei nachfolgenden Produktionsschritten den Ablauf behindern, da beim Magazinieren die Profile um 180° gedreht werden müssen. Dieser Umstand wird auch Hubschraubereffekt genannt, da die Profile im Nachbearbeitungsbereich über die gesamte Länge gedreht werden müssen und hierfür viel Raum benötigt wird.
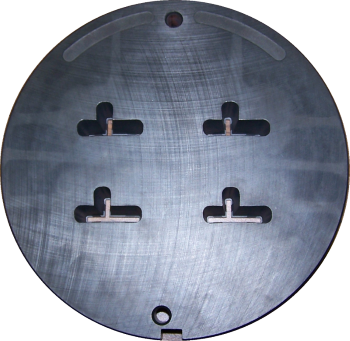
Abb. Flachmatrize mit 4 Figuren für Möbelgriffe
Kammerwerkzeuge
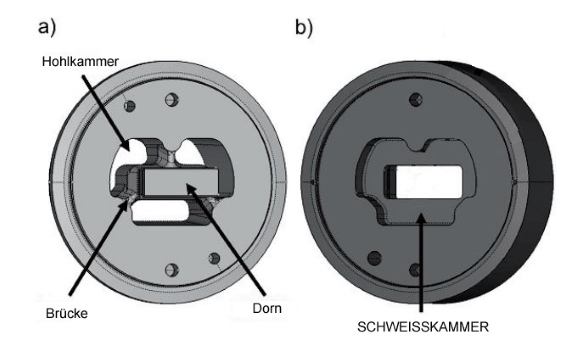
Das Werkzeug für Hohlprofile besteht aus mindestens zwei Teilen. Der erste Teil (a), der sogenannte Dorn, formt die Innenkontur des Profils. Dieser Dorn ist an einer sogenannten Brücke befestigt, über welcher das Aluminium – ähnlich dem Wasser im Fluss, welches um einen Brückenpfeiler fließt – geteilt wird. Der Dorn ist so weit herausragend, dass er im Zusammenbau mit den Laufflächen der Matrize - dem zweiten Werkzeugteil - zusammentrifft. Dieser zweite Werkzeugteil (b) formt die äußere Kontur des Werkzeuges. Es führt zudem das durch die Brücke getrennte Aluminium wieder zusammen und verschweißt es gleichzeitig in der sogenannten Pressnaht. Aus diesem Grund nennt man Werkzeuge für Hohlkammerprofile auch Brückenwerkzeuge. Je nach Profilgeometrie werden auch Varianten wie Spreader- oder auch Spiderwerkzeuge verwendet.
Abb. Kammerwerkzeug für ein Rechteckrohr
Werkzeugkonstruktion
In Abstimmung mit dem Kunden erfolgt die Erstellung einer Gegenzeichnung. Diese für das Presswerk mit den wichtigen Maßen und Prüfkriterien festgelegte Zeichnung muss vom Kunden freigegeben werden.
Der Kunde ist üblicherweise nicht Eigentümer des Werkzeugs sondern lediglich Nutzer. Dem Kunden wird im Gegenzug garantiert, dass nur er Nutzer dieses Werkzeuges sein wird. Nach Freigabe wird die Presswerkszeichnung dem Werkzeughersteller auf elektronischem Weg übergeben. In vielen Fällen ist der Werkzeugbauer ein werksunabhängiger Lieferant. Dies bringt den Vorteil, dass der Werkzeughersteller bereits Erfahrungen mit ähnlichen Profilen bei Mitbewerbern gemacht hat. Darin verbirgt sich jedoch auch ein Risiko, dass bei Sonderprofilen Knowhow auch an Wettbewerber abfließen kann.
Folgende Informationen werden vom Presswerk an den Werkzeughersteller gegeben
- Profilzeichnung
- Aufbau und Einbausituation
- Presslegierung
- Profilart, Anzahl der Durchbrüche
- Auslaufebene (wesentlich für die Oberfläche)
Vom Werkzeughersteller werden folgende Daten ermittelt:
- Laufflächen
- Art der Vorkammern
- Schwindmaße
- Lage der Pressnähte (wichtig, da im Bereich der Pressnähte das Profil eine Schwachstelle besitzt)
Werkzeugherstellung, Probepressung und Werkzeugkorrektur
Strangpresswerkzeuge werden aus Warmarbeitsstahl Nr. 1.2343 (handelsübliche Kennzahl für Werkzeugstahl) nach folgendem Fertigungsablauf hergestellt:
- Vorarbeit = grob fräsen, drehen und härten
- Nacharbeit = CNC drehen, fräsen, draht- und senkerodieren
Beim Presswerk wird das Neuwerkzeug vor der ersten Probepressung auspoliert und überprüft. Bei der anschließenden Probepressung wird ein Testlauf unter Serienbedingungen (Legierung, Temperaturen und Geschwindigkeit) gefahren. Die dabei gewonnenen Erfahrungen fließen in die Arbeitsvorbereitung ein. Gibt es im Pressfluss bzw. in der Profilgeometrie noch Abweichungen, werden entsprechende Werkzeugkorrekturmaßnahmen eingeleitet (Verändern der Laufflächenlänge, Anpassung der Vorkammer und Einlaufformen).
Entsprechen die Muster den Toleranzen der freigegebenen Zeichnung, wird ein Muster zur Freigabe an den Kunden geschickt.
Nitrieren, Werkzeugstandzeit und Werkzeuglebensdauer
War die Probepressung erfolgreich, kann das Werkzeug gehärtet werden. Das Härten erfolgt durch Nitrieren. Dabei erhält das Werkzeug eine harte, verschleißfestere Oberfläche und geringere Reibwerte. Mit Hilfe von Stickstoff wird beim Nitrieren eine „intermetallische Verbindungsschicht“ aufgebaut. Die durch das Nitrieren aufgebaute Schicht ist jedoch nur über eine gewisse Zeit vorhanden. In Nitrierintervallen (abhängig von Presskraft und Profilgeometrie) wird das Werkzeug wiederaufbereitet. Die Werkzeugstandzeit (Betriebszeit in kg bis zur nächsten Aufbereitung) beträgt zwischen 2.000 und 5.000 kg Produktionsmenge. Auch die Werkzeuglebensdauer (mehre Werkzeugstandzeiten) ist von Presskraft und Profilgeometrie abhängig und liegt zwischen 10.000 und 60.000 kg.
Werkzeughersteller
Von unseren Produktionen genutzte Werkzeuge kommen meist von renommierten Herstellern wie Compes oder Halex. Eine hervorragende Quelle für Werkzeugstahl ist unter zum Beispiel Uddeholm/Voest Alpine. Aus diesem Stahl sind z.B. die Werkzeuge für unsere ITEM und BOSCH kompatiblen No Name Konstruktion® Maschinenbauprofile.

Qualität entsteht in Werkzeugbau und Strangpresswerk – nicht im Marketing.
Wir sind 45 Spezialisten für Aluminium Sonder- und Zeichnungsprofile und begleiten Sie von der Idee, über die Konstruktion und Bemusterung bis zur Serienlieferung und Lagerung Ihrer Aluminium Profile auf Abruf.
