
Den Kern unseres Angebotes bildet unser Wissen auf der Grundlage von mehr als 88 Jahren Erfahrung mit dem Strangpressen von Aluminium Zeichnungsprofilen und Sonderprofilen. Konstruktion, Fertigung, Produktion, Oberflächenbehandlung, Veredelung und Logistik, also Verpackung und Distribution – in allen Bereichen haben wir langjährige Kompetenzen, Fertigkeiten und Möglichkeiten: Wir finden für Ihr Aluminiumprojekt die richtige Presse – jedes Mal.
Strangpressen ist ein Druckumfomverfahren zur Herstellung von Stäben, Drähten, Rohren und unregelmäßig geformten, prismatischen Profilen.
In diesem Verfahren wird ein auf Umformtemperatur erwärmter Pressling (Block) mit einem Stempel durch ein formgebendes Werkzeug, Matrize genannt, gepresst. Dabei wird der Block durch einen Rezipienten - ein sehr dickwandiges Rohr - umschlossen.
Die Besonderheit des Strangpressens ist der allseitige Druck, der durch den Stempel, den Rezipienten und die Matrize auf das Material aufgebracht wird. Dieser allseitige Druck bewirkt, dass mit diesem Verfahren Werkstoffe verformt werden können, die sich mit anderen Verfahren nur schlecht oder gar nicht plastisch verformen lassen. Ein gerne genanntes Beispiel ist das Strangpressen von Marmor.
Der Bolzen vermindert seinen Querschnitt und das Aluminiumprofil erhält beim Austritt aus der Matrize seine Form. Als Ausgangsmaterial werden Aluminiumbolzen verwendet, welche im Regelfall einen runden Querschnitt aufweisen. Der Durchmesser des Aluminiumbolzens ist dabei abhängig von der Pressendimension und der aufgebrachten Presskraft.
Für Sonderproduktionen, oder spezielle Strangpressen, können auch Ovalbolzen Verwendung finden (z.B. für breite Profile im Fahrzeug- oder Schienenfahrzeugbau, oder auch für Fensterbänke).
 Als Vorbereitung zum Pressvorgang wird der Bolzen auf ca. 450-500 °C erwärmt, wodurch das Aluminium für die Umformung ausreichende Kneteigenschaften erhält. Das Material wird mit großer Kraft auf das Werkzeug gedrückt, sodass eine Austrittsgeschwindigkeit aus dem Pressenmaul von ca. 5-50 m/Minute entsteht.
Als Vorbereitung zum Pressvorgang wird der Bolzen auf ca. 450-500 °C erwärmt, wodurch das Aluminium für die Umformung ausreichende Kneteigenschaften erhält. Das Material wird mit großer Kraft auf das Werkzeug gedrückt, sodass eine Austrittsgeschwindigkeit aus dem Pressenmaul von ca. 5-50 m/Minute entsteht.
Der bis zu 60 m lange Strang wird sofort mittels Ventilatoren auf Raumtemperatur abgekühlt, um einerseits die Festigkeit zu erhöhen und gleichzeitig eine nachträgliche Verformung durch das Eigengewicht des heissen Stranges zu verhindern.
Bei höher legiertem Aluminium (z.B. für höhere Zugfestigkeit) kann zusätzlich Wasser zur Kühlung eingesetzt werden. Häufig Verwendung finden Wassernebel oder auch Schwallbäder. Mitunter wird für besondere Oberflächen auch mittels Stickstoff abgekühlt.
Die Länge des Strangs hängt ab vom eingesetzten Pressbolzen und dem Profilgewicht. Je größer der Pressbolzen und umso leichter das Profil, desto länger ist theoretisch der Strang. (Bolzengwicht – Pressrest) / Profilgewicht = Stranglänge. Diese extrem theoretische Formel berücksichtigt jedoch nicht welche Bolzengröße eine Presse aufnehmen kann, wie lang die Halle ist und vieles mehr. Wenn Rohre oder Drähte im Ring gepresst werden – d.h. hinter der Presse „aufgerollt“ wird, sind auch „unendliche“ Stränge machbar, bzw. es kann kontinuierlich (Bolzen auf Bolzen) gepresst werden.
Die während des Pressvorganges abgescherte Bolzenhaut (äußerste Schicht des Bolzens, welche nicht durch das Werkzeug gedrückt wird), wird vor Zufuhr des nächsten Bolzens an der Matrize vollautomatisch entfernt. Diese Bolzenhaut wird auch Pressrest genannt.
Der Strang wird im Anschluss gereckt (über die Streckgrenze dauerhaft verformt gezogen), damit Spannungen freigesetzt werden. Außerdem dient der Reckprozess dazu, dass die durch die Abkühlung in Längsachse verbogenen Profile wieder gerade gerichtet werden. Durch das Recken wird ebenfalls die Festigkeit erhöht.
Der gereckte Strang wird abschließend mit der Einteilsäge auf die geforderte Länge gesägt und in innerbetriebliche Gestelle - Container genannt - gestapelt. Diese Container werden zum Warmauslagern – Aushärten auf Zielfestigkeit - in Öfen für ca. 6h bei 170 °C gehalten.
Abschließend erfolgen je nach Kundenwunsch eine Nachbehandlung oder die individuelle Verpackung und der Versand.
In der Praxis wird das Strangpressen vor allem auf Aluminium und Aluminiumlegierungen (z.B. Kühlkörper-Profile), Kupfer und Kupferlegierungen (Oberleitungen) sowie in geringerem Umfang auf Stahl, Magnesium- und Titanlegierungen oder auch Lote angewendet.
Pressverfahren
Unterschieden wird im Wesentlichen zwischen direktem und indirektem Strangpressen: Das direkte Strangpressverfahren ist am weitesten verbreitet, die meisten Konstruktionsprofile werden auf diese Weise erzeugt. Das indirekte Pressverfahren wird vorwiegend für schwerpressbare Stangen in Bohr- und Drehqualität eingesetzt. Es hat den Nachteil, dass der erzeugbare Profilquerschnitt bei sonst gleicher Pressengrösse kleiner ist, da sich die Matrize innerhalb des Rezipienten (auch Aufnehmer genannt) befindet.
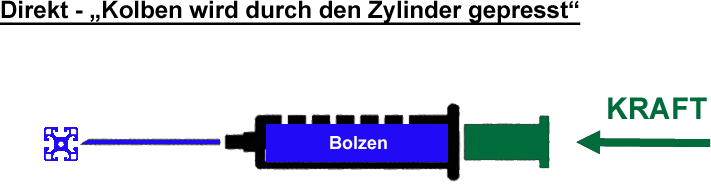
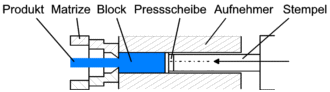
Direktes Strangpressen:
Der aufgewärmte Bolzen (Block) wird in den Rezipienten eingelegt und mit dem hydraulisch betriebenen Stempel durch die formgebende Matrize gepresst. Rezipient und Werkzeug bleiben feststehend.
Am Beispiel einer „Spritze“ ganz einfach dargestellt, wird beim direkten Strangpressen der Kolben durch die Kammer gepresst – „so wie wir es alle vom Arzt her kennen“
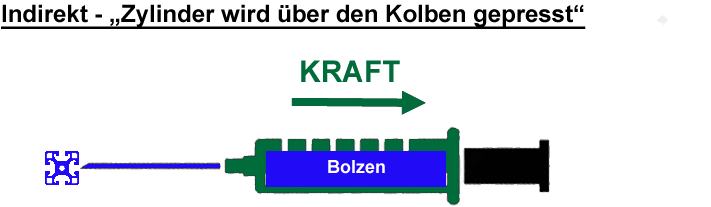
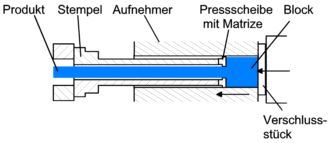
Indirektes Strangpressen:
Bei diesem Verfahren wird der Pressstempel mit der Matrize gegen den Bolzen (Block) in den Rezipienten gepresst. Da der Bolzen im Rezipienten nicht bewegt wird, entstehen wesentlich weniger Reibungskräfte, so dass die zur Verfügung stehende Presskraft voll ausgenutzt werden kann.
Am Beispiel einer „Spritze“ ganz einfach gesagt, wird beim indirekten Strangpressen die Kammer über den Stempel gepresst – „wir drücken die Spritze rückwärts an eine Wand.“
Weitere Informationen finden Sie in unserem Konstruktionshandbuch.
Wir sind 45 Spezialisten für Aluminium Sonder- und Zeichnungsprofile und begleiten Sie von der Idee, über die Konstruktion und Bemusterung bis zur Serienlieferung und Lagerung Ihrer Aluminium Profile auf Abruf
